Объем работ.Целью данного исследования является оценка 4 систем финишной обработки цервикального края полостей класса II: нулевая гипотеза заключается в отсутствии различий в степени шероховатости между используемыми системами.
Материалы и методы80 стандартизированных полостей класса II были разделены на четыре группы в соответствии с методом, использованным для завершения цервикального этапа. Группа A: бор из карбида вольфрама (Dentsply Midwest № 957); группа B: прямая эмалевая фреза со срезом 45° (Deppeler); группа C: алмазный бор (Dentsply Midwest № 10839); группа D: звуковой наконечник с алмазными вставками (Sonicsys mesial SF34). Образцы анализировались с помощью оптического профилометра по параметрам шероховатости поверхности (Ra) и волнистости (Wa). Результаты были проанализированы (Minitab) в соответствии с параметрическим тестом ANOVA General Linear Model, графиком главных эффектов для Ra и Wa. Наконец, к вышеуказанным параметрам был применен график взаимодействия.
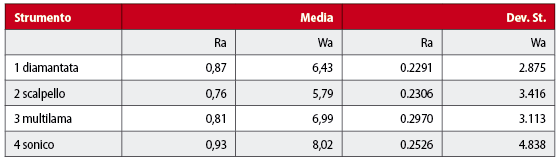
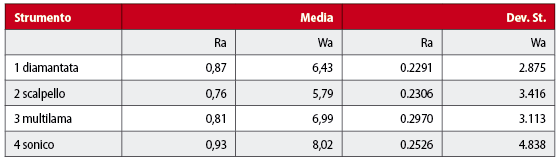
Результаты. Средние значения Ra (шероховатости) составили соответственно: A: 0, 87μм; B: 0, 76μм; C: 0, 81μм; D: 0, 93μм. Что касается Wa (волнистости), средние значения составили: A: 6, 43μм; B: 5, 79μм; C: 6, 99μм; D: 8, 02μм.
Заключение. Система отделки, позволяющая получать более гладкие поверхности, — это, по-видимому, зубило. Среди механических инструментов наилучшие результаты показали многолезвийные фрезы. Звуковые инструменты давали значения шероховатости между значениями, полученными двумя типами фрез. Алмазные фрезы оказались наименее подходящими для такого типа обработки поверхности.
Ключевые слова: маргинальная обработка, полость класса II, оптический микропрофилометр, цервикальная ступенька, многолезвийный бор, алмазный бор, эмалевый резец, звуковые вставки.
Композитные реставрации из адгезивной смолы — это экономически эффективная и долговечная система для восстановления кариозных зубов 1-3. Успех реставрации и ее предсказуемая долговечность связаны с многочисленными факторами, зависящими от различных этапов адгезивной процедуры. Доказано, что максимально гладкая и отполированная поверхность зуба способствует адгезии композитного материала к зубу, устраняя или сводя к минимуму риск образования зазоров между реставрацией и стенкой полости 4 . Хорошая адгезия достигается, когда жидкий клей вступает в тесный контакт с поверхностью адгезива 5 . Для этого адгезив должен быть способен образовывать тонкую пленку, смачивающую поверхность эмали и дентина: хорошо обработанная поверхность способствует диффузии адгезива и, таким образом, правильному образованию пленки 6 . С клинической точки зрения, оптимальная адгезия композитной смолы к поверхности полости приводит к резкому снижению риска возникновения вторичного кариеса из-за проникновения в реставрацию, соответствующих симптомов со стороны пациента и, в конечном итоге, разрушения реставрации 5 .
Отделка дна полости, хотя и желательна при любом препарировании 7 , абсолютно необходима в случае полостей класса II и, в частности, при препарировании шейки матки 8, 9 . Операционные трудности, связанные с этой частью полости, связаны с доступом к поражению, с иногда небольшим размером полости (помните, что цель адгезивных реставраций — сохранить как можно больше здоровых тканей зуба) 8 и с часто очень цервикальным расположением поражения: близкое расположение к десневому сосочку, по сути, делает пломбу более склонной к инфильтрации и разрушению 10, 11. Целью исследования было оценить с помощью оптического профилометра различные системы отделки цервикальной ступеньки кариозных полостей класса II, чтобы определить, какая из них обеспечит наиболее гладкую поверхность и, следовательно, наиболее благоприятную для хорошей и прочной адгезии. При этом учитывались такие параметры, как шероховатость и волнистость поверхности. Шероховатость поверхности определяет степень обработки поверхности на микроскопическом уровне, показывая, насколько блестящей является поверхность. Волнистость, с другой стороны, оценивает вертикальное изменение поверхности на макроскопическом уровне, т.е. анализирует плоскостность поверхности. Нулевая гипотеза заключалась в том, что не существует статистически значимых различий (a = 0, 05) для Ra и Wa между протестированными методами отделки.
МАТЕРИАЛЫ И МЕТОДЫ
Экспериментальная фаза исследования была направлена на изучение «in vitro» соответствующим образом подготовленных удаленных элементов зубов. Поэтому эксперименты на пациенте были абсолютно невозможны, учитывая необходимость проведения работ, которые не позволили бы сохранить элементы на месте. Наша работа состояла из нескольких последовательных этапов: отбор элементов; включение корневой системы каждого элемента в смоляной блок; декуссирование элементов; подготовка шейных боксов; отделка шейных краев; анализ с помощью оптического микропрофилометра.
Выбор стоматологического элемента
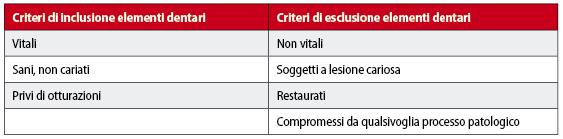
Отобрано 20 удаленных моляров. В критерии отбора были включены только элементы с неповрежденными и жизнеспособными коронками, удаленные только по пародонтальным причинам или из-за дизодонтита (например, третьи моляры) .
Встраивание смолы
После извлечения каждый элемент был очищен от мусора с помощью пародонтальных кюреток и хранился в физиологическом растворе при комнатной температуре. Затем корневая система каждого элемента была включена в блок из метакрилатной смолы, так что обнажалась только корональная часть зуба, до высоты воротника. Наконец, каждый блок был отшлифован для получения почти кубической формы, с основанием, параллельным окклюзионной поверхности элемента, и каждой стороной, соответствующей вестибулярной, мезиальной, язычной и дистальной поверхностям рассматриваемого зуба.
Элемент decusping
С помощью алмазного диска элементы были декупированы на уровне основной канавки, чтобы получить идеально гладкую окклюзионную поверхность, параллельную опорной плоскости (рис. 1). Для этого этапа использовался медный алмазный диск диаметром 13 см с толщиной среза 3 мкм, установленный на прецизионном инструменте для секционирования Buehler IsoMet1000 (Lake Bluff, США) (рис. 2). Скорость вращения диска во время резки составляла 600 об/мин, давление, оказываемое на элемент, составляло 300 г.
 1. Вид сбоку на элемент куспида.
1. Вид сбоку на элемент куспида. 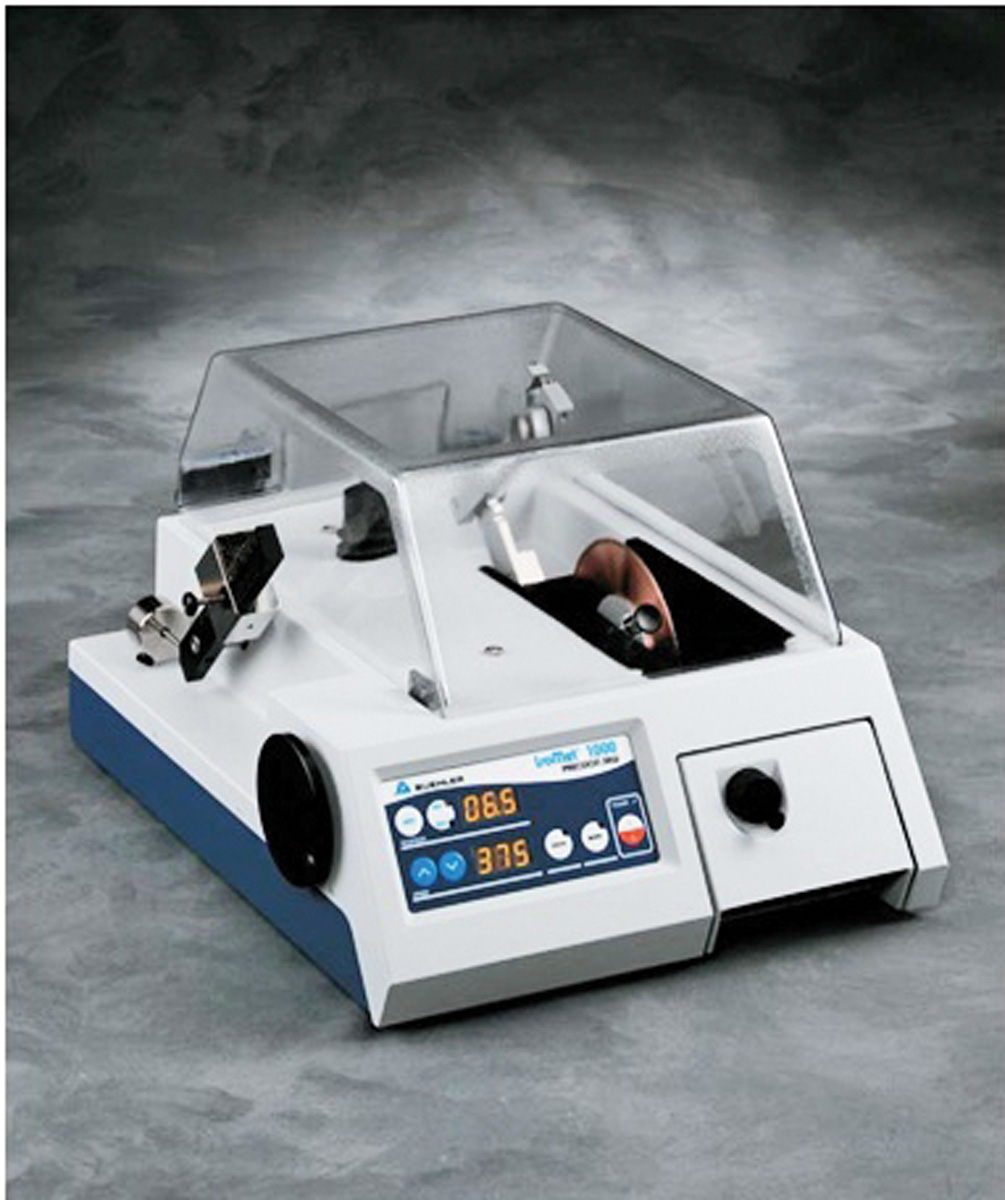 2. Buheler Isomet 1000.
2. Buheler Isomet 1000.
Установка шейного ложа
На каждом элементе 4 полости заранее определенных размеров (L: 3 мм, D: 2 мм, H: 2 мм), по одной с каждой стороны элемента, были подготовлены одним опытным оператором, оснащенным увеличительными средствами (5-кратные очки, Zeiss), чтобы смоделировать шейный шаг в полостях класса II (рис. 3 и 4). Для того чтобы исключить переменную оператора, боксы были выполнены с помощью параллелометра. Для препарирования полости использовался цилиндрический алмазный бор (Dentsply Midwest № 471495, Йорк, США) диаметром 1, 1 мм и размером зерна 80 мкм. Рекомендуемая скорость вращения для этого алмазного инструмента рассчитывается по диаметру ISO и соответствует диапазону между 150 000 и 75 000 об/мин. Рабочее давление, рекомендуемое производителем с учетом размера зерна, составляет от 0, 2 Н (20 г) до 2, 0 Н (200 г) при распылении воды со скоростью не менее 50 мл/мин. Бор устанавливался на угловой наконечник с красным кольцом с соотношением 1:5 (T1 line C 200 3328 452, Sirona, Long Island City, США), связанный с определенным микромотором (EL 1, Sirona, Long Island City, США).
 3. Окклюзионный вид 4 шейных боксов.
3. Окклюзионный вид 4 шейных боксов.  4. Боковой вид шейной коробки.
4. Боковой вид шейной коробки.
Окончательная обработка краев шейки матки
Затем на завершающем этапе выполняется так называемый «шейный шаг», т.е. основание полости, подготовленное под углом 90°. Каждый край кариозной полости каждого элемента был обработан с использованием различной техники, таким образом, для каждого элемента зуба было получено 4 различных препарата. Таким образом, для каждого метода отделки было получено 20 готовых полей.

Техника A
Твердосплавная многолезвийная финишная фреза (Dentsply Midwest № 957, Йорк, США) (рис. 5 и 6), работа исключительно на кончике.
— Диаметр: 1 мм.
— Длина: 3, 7 мм.
— Количество лопастей: 16.
— 20000 об/мин.
Красный кольцевой угловой наконечник (T1 line C 200 3328 452 Sirona, Long Island City, США), связанный с определенным микромотором (EL 1, Sirona, Long Island City, США).
 5
5 6
6
5 и 6. Многолезвийная фреза из карбида вольфрама для «торцевого резания».
Техника B
Ручная фреза для лака для ногтей (Deppeler SA, Rolle, Швейцария) (рис. 7 и 8).
— Прямое лезвие, рез под углом 45°.
— Ширина лезвия: ок. 1, 5 мм.
 7. Вид спереди ручной фрезы для лака для ногтей.
7. Вид спереди ручной фрезы для лака для ногтей.  8. Ручной триммер для лака для ногтей вид сбоку.
8. Ручной триммер для лака для ногтей вид сбоку.
Техника C
Алмазная финишная фреза (Dentsply Midwest № 10839, Йорк, США) (рис. 9 и 10). Инструмент, работающий исключительно на кончике.
— Диаметр: 1 мм.
— Длина рабочей части: 0, 1 мм.
— Размер зерна: 60 мкм.
Красный кольцевой угловой наконечник (T1 line C 200 3328 452 Sirona, Long Island City, США), связанный с определенным микромотором (EL 1, Sirona, Long Island City, США).
 9
9 10
10
9 и 10. «Торцевая» алмазная фреза.
Техника D
Звуковой наконечник с алмазными вставками (Sonicsys mesiale SF34, Kavo, Biberach, Германия) (рис. 11 и 12).
— Зернистость: 74 D 46 в соответствии с DIN 848.
— звуковой наконечник Sonicflex 2003L (Kavo, Биберах, Германия).
 11
11 12
12
11 и 12. Звуковой наконечник с алмазными вставками.
Оптический микропрофилометрический анализ
Образцы были проанализированы на оптическом профилометре (FRT Microprof, FRT GmbH, Бергиш Гладбах, Германия) для определения степени шероховатости и, следовательно, отделки исследуемой поверхности. FRT-Microprof (рисунок 13) — это метрологическая система, основанная на принципе дистанционного измерения цвета. Белый свет фокусируется на поверхности измерительной головкой с фокусным расстоянием, зависящим от длины волны. Спектр света, сканирующего поверхность, создает пик на графике спектрометра. Длина волны этого пика указывает на фактическую высоту анализируемой точки поверхности; объединение различных графиков дает изображение тенденции анализируемой поверхности и, следовательно, ее шероховатости.
Статистический анализ
Статистический анализ проводился с использованием статистического программного обеспечения Minitab. Был применен параметрический тест ANOVA General Linear Model, после чего был проведен график главных эффектов для шероховатости (Ra) и волнистости (Wa) относительно системы и образца. Наконец, к вышеуказанным параметрам был применен график взаимодействия.
 13. Оптический микропрофилометр FRT
13. Оптический микропрофилометр FRT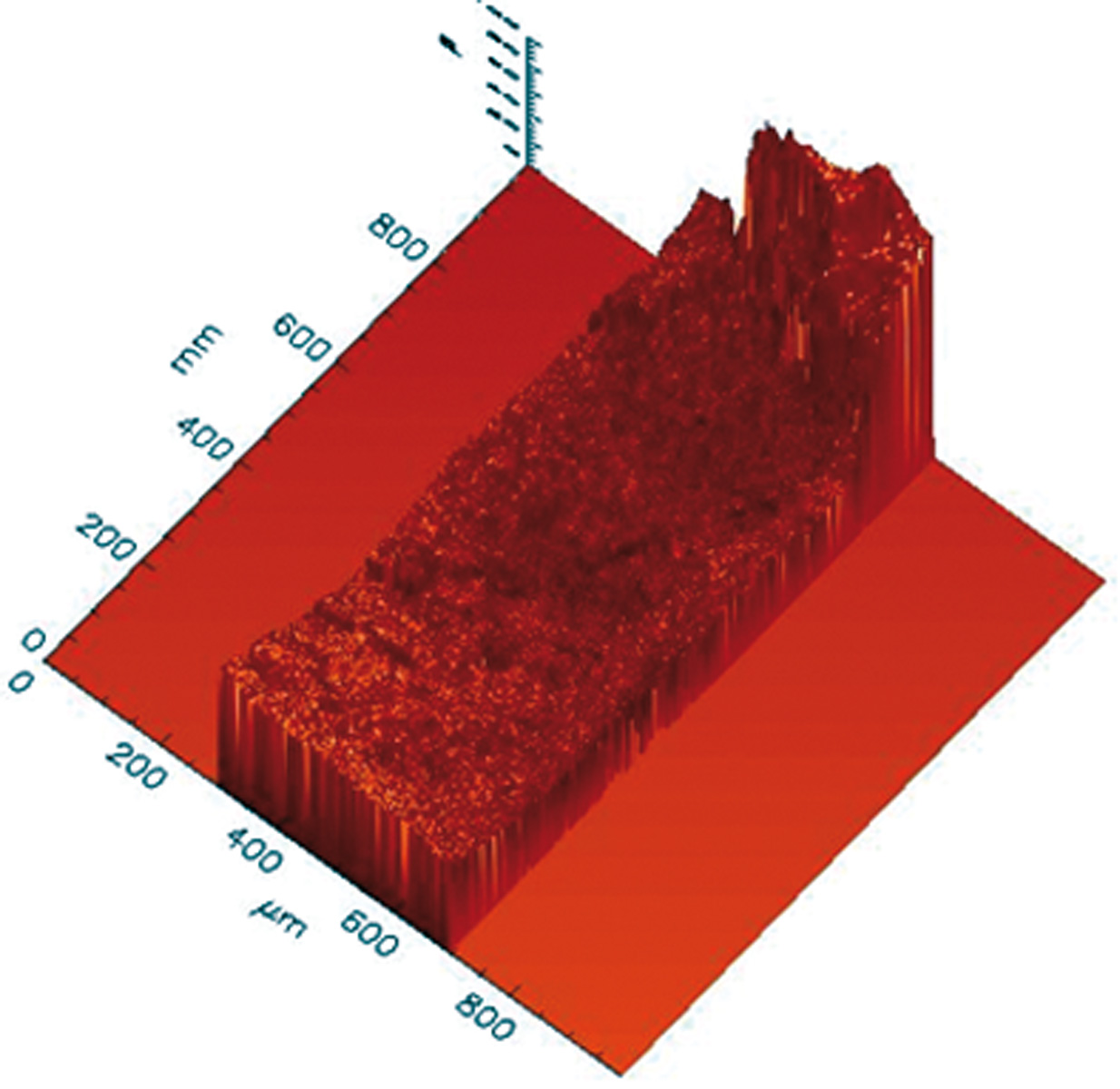 14. 3D-изображение анализируемой поверхности.
14. 3D-изображение анализируемой поверхности.
На следующих гистограммах представлены средние значения шероховатости (Ra) и волнистости (Wa), полученные с помощью различных систем чистовой обработки. Видно, что различия между различными используемыми инструментами статистически незначимы, как по шероховатости поверхности, так и по волнистости. На самом деле, это отражает впечатления, полученные во время обработки: клинически невозможно различить поверхности, обработанные различными системами отделки. Различие между различными методами заключается скорее в ощущениях, которые испытывает оператор, понимая под этим большую простоту использования и лучший оперативный контроль. В этом смысле лучшие результаты, полученные ручным инструментом (фрезой для лака), оправданы, особенно при анализе волнистости обработанной поверхности, что свидетельствует о маневренности самого инструмента.
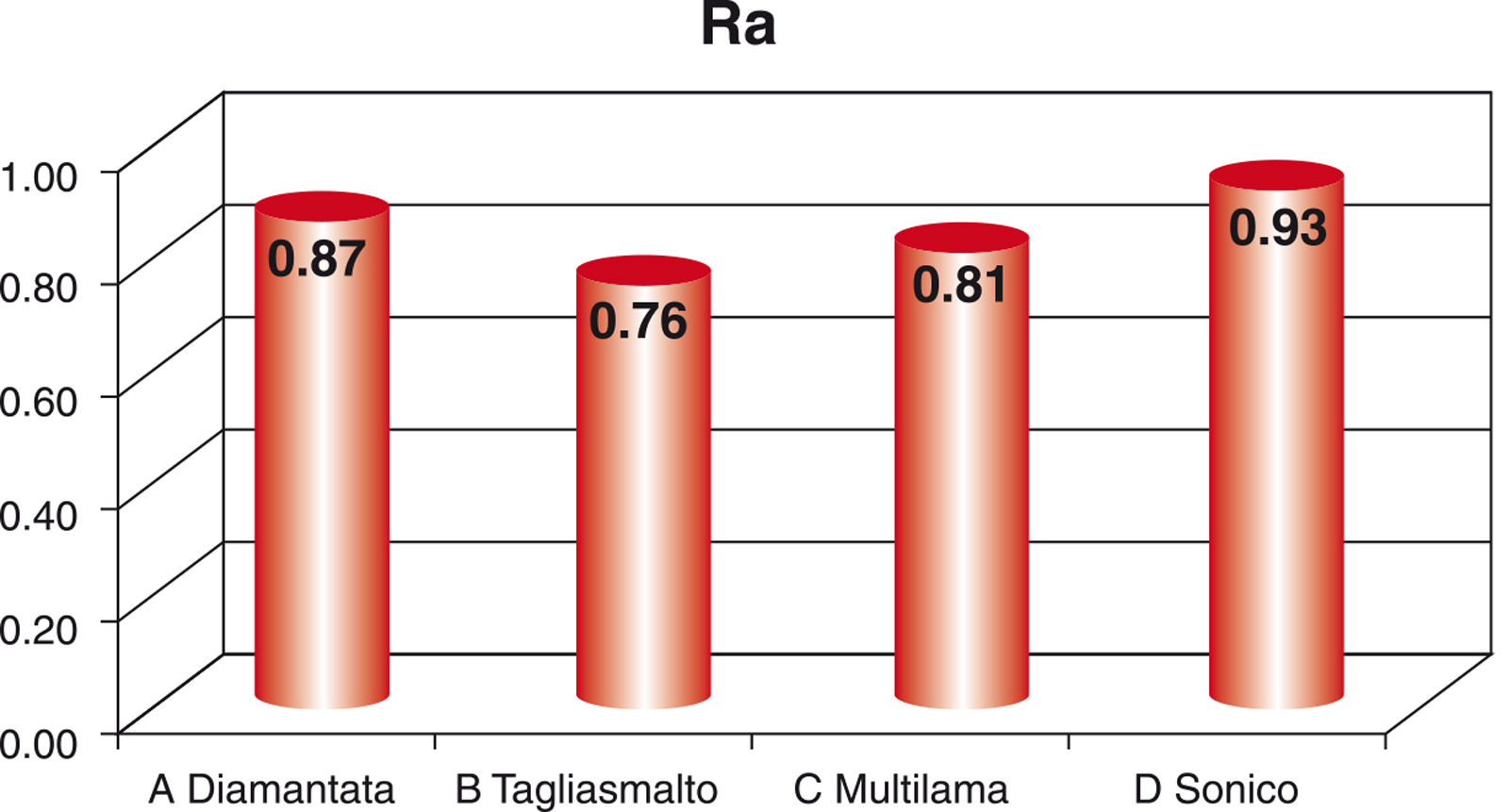 График 1. Средняя шероховатость поверхности, измеренная для различных систем чистовой обработки.
График 1. Средняя шероховатость поверхности, измеренная для различных систем чистовой обработки. 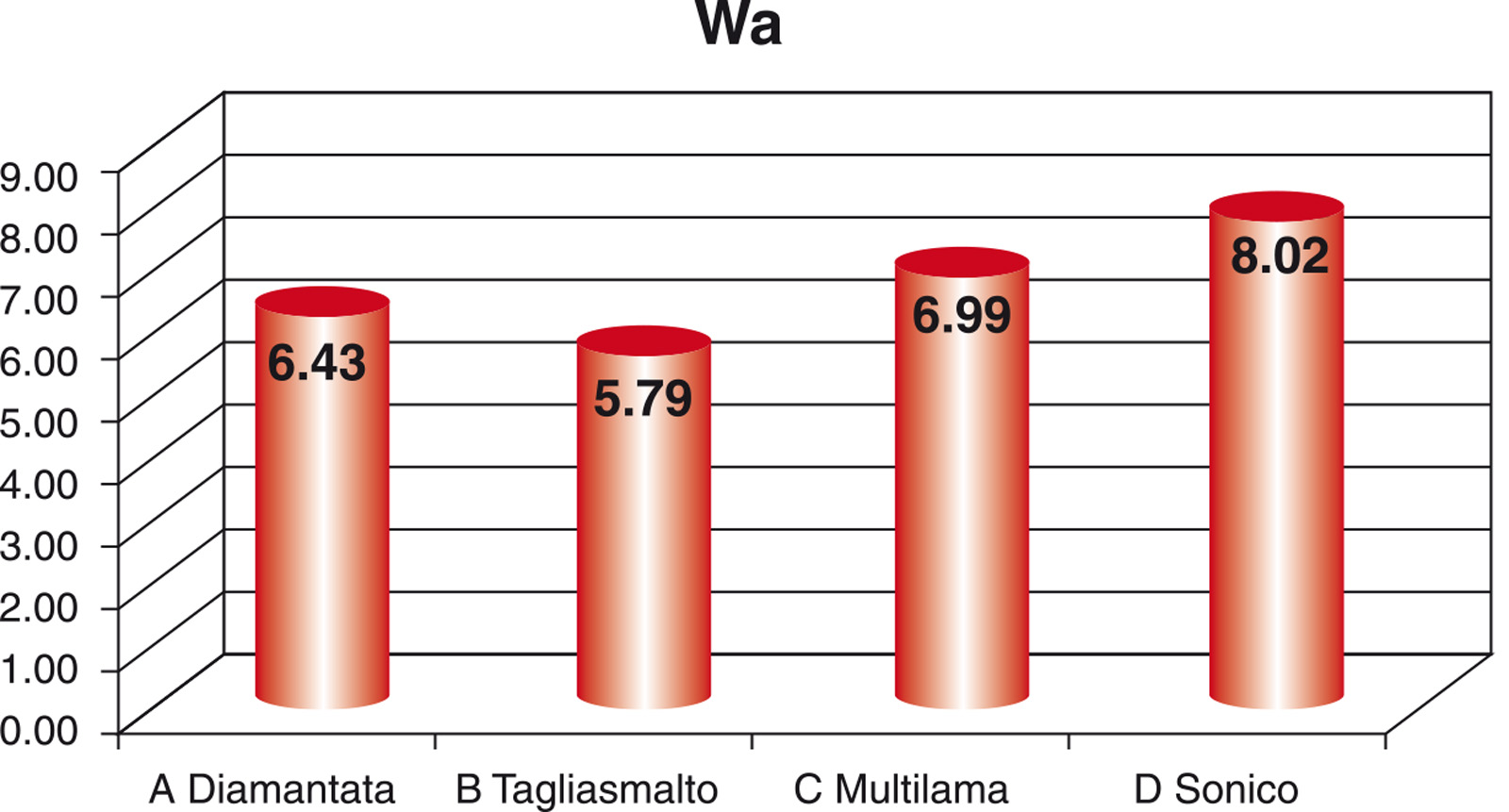 Диаграмма 2. Средняя волнистость, полученная с помощью различных систем отделки.
Диаграмма 2. Средняя волнистость, полученная с помощью различных систем отделки.
Сравнивая только роторные системы, различные результаты, полученные для двух фрез, можно объяснить их различной режущей способностью. В то время как алмазная фреза абразирует поверхность, делая ее более шероховатой, многолезвийная фреза режет поверхность чисто, делая ее более гладкой и законченной. Это относится в основном к шероховатости поверхности; различия в волнистости, с другой стороны, менее очевидны. В этой области оба инструмента ведут себя практически одинаково, будучи, по сути, очень похожими: оба являются фрезами, которые режут исключительно на кончике, имеют одинаковый диаметр и установлены на одном и том же наконечнике.
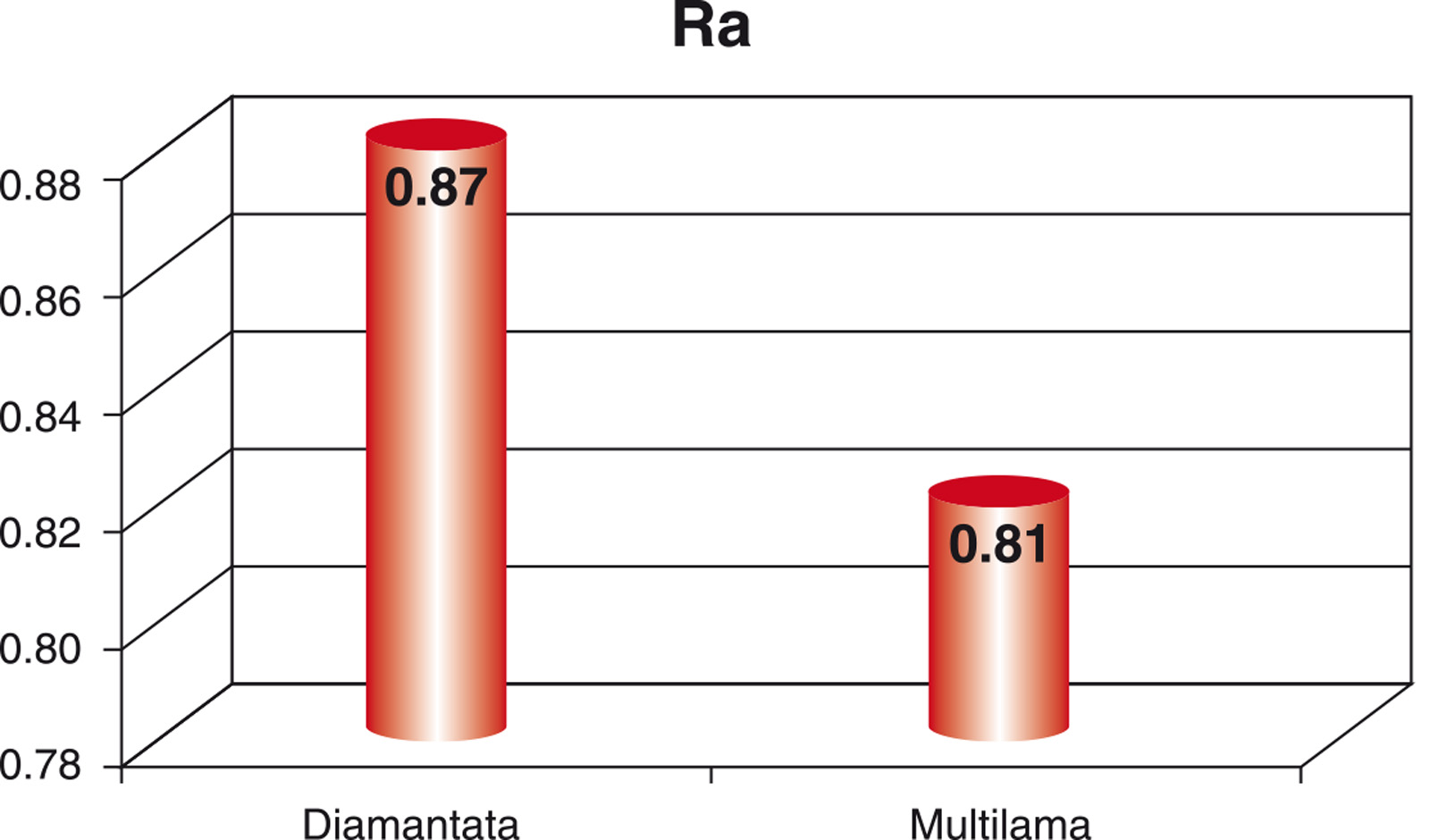 Диаграмма 3. Сравнение средних значений шероховатости поверхности, полученных с помощью ротационных инструментов.
Диаграмма 3. Сравнение средних значений шероховатости поверхности, полученных с помощью ротационных инструментов. 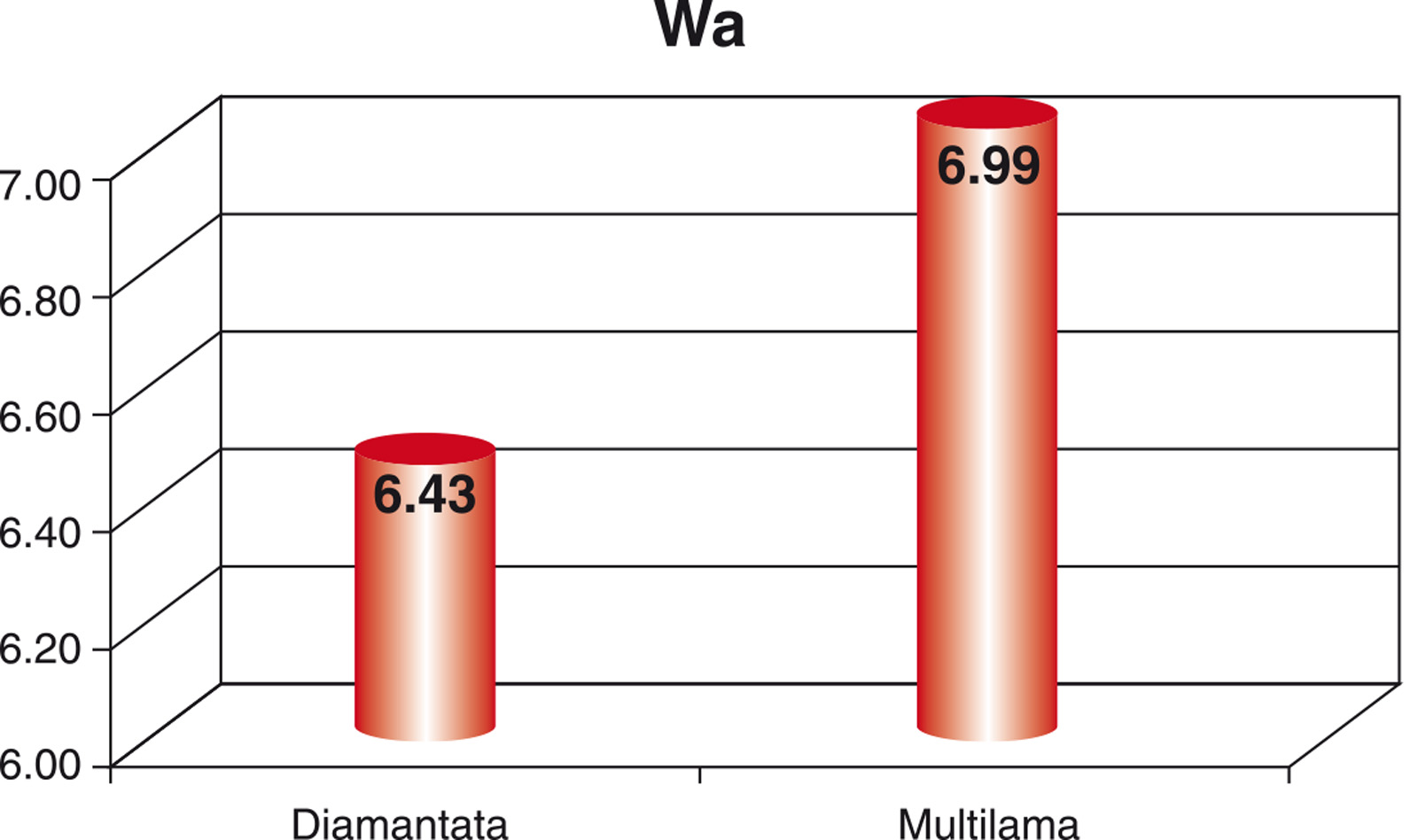 Диаграмма 4. Сравнение средних значений волнистости, полученных с помощью вращающихся инструментов.
Диаграмма 4. Сравнение средних значений волнистости, полученных с помощью вращающихся инструментов.
ОБСУЖДЕНИЕ
На основании полученных нами данных и примененного к ним статистического анализа выяснилось, что система финишной обработки, позволяющая получать наиболее гладкие поверхности, — это ручной эмальер. Поскольку в литературе нет исследований, проведенных с помощью профилометра или других систем обследования, позволяющих численно измерить те же параметры (шероховатость и волнистость), эти данные являются оригинальными, не имеющими сравнения, и поэтому представляют собой аспект, заслуживающий изучения в будущих исследованиях. Однако среди механических инструментов 16-лезвийные многолезвийные фрезы из карбида вольфрама (для чистовой обработки) достигли наилучших результатов как по шероховатости, так и по волнистости поверхности. Что касается шероховатости, которая зависит исключительно от инструмента, то высокая режущая способность многолезвийных фрез позволяет получать особенно гладкие и обработанные поверхности. Звуковые инструменты, с другой стороны, обеспечили шероховатость промежуточного значения между алмазными и многолезвийными фрезами.
Наконец, алмазные боры оказались наименее пригодными для чистовой обработки поверхности, несмотря на то, что их морфология, безусловно, подходит для этой цели. Причину этого, безусловно, можно найти в природе самого резца, поскольку алмаз, независимо от размера зерна, создает абразивность, которая оставляет на поверхности анфрактуозность, что может сделать поверхность менее подходящей для адгезивных процедур реставраций из композитной смолы. Расширяя оценку прибора до его клинического использования, одним из параметров, на который мы обратили внимание, было влияние оператора на его использование. В этом контексте измерение волнистости, показателя, тесно зависящего от человеческого фактора, было особенно актуальным. Полученные нами результаты свидетельствуют об общем снижении производительности механических инструментов, что является выражением присущей им агрессивности по отношению к зубным тканям, которая добавляет переменную оператора. Долото не показывает таких же выраженных значений волнистости, поскольку оно работает исключительно под давлением оператора. Для продолжения нашего исследования желательно значительно увеличить количество проанализированных образцов, чтобы изучить роль оператора в завершении цервикальной ступеньки кариеса II класса и его последствия в устранении такового.
ВЫВОДЫ
Результаты исследования подтверждают и поддерживают клинические ощущения, обнаруженные на завершающем этапе цервикального этапа в полостях класса II, указывая на то, что долото является инструментом, способным обеспечить наилучшую эффективность. Превосходство долота в отношении шероховатости и волнистости поверхности направляет оператора на выбор этого инструмента, который эффективен и прост в использовании: хорошая управляемость, в частности, позволяет даже неопытному оператору достичь хороших результатов без риска ятрогенного повреждения. Единственным ограничением для использования долота являются очень маленькие полости, где можно рассмотреть возможность использования 16-лезвийного твердосплавного резца. Единственной рекомендуемой мерой предосторожности является выбор фрезы, работающей только на кончике, чтобы ограничить риск повреждения соседнего элемента. Звуковые инструменты обеспечивают превосходный контроль во время использования и имеют односторонние режущие наконечники, что делает их чрезвычайно безопасными. Их ограничения связаны с большим размером наконечников и размером алмазного зерна рабочей поверхности (что по своей природе создает шероховатость поверхности). Наконец, использование алмазного бора, независимо от его зернистости, не рекомендуется, так как он создает абразивный, а не чистый срез, оставляя поверхность, которая не способствует долгосрочному поддержанию хорошего адгезивного соединения с реставрационными материалами.
Корреспонденция
Гулио Чампалини
Contrada S. Chiara, 29 — 25122 Brescia
Библиография
1. Magne P. Композитные смолы и связанный фарфор: эра постамальгамы? J Calif Dent Assoc 2006 Feb;34(2):135-47.
2. yas MJ, Burrow MF. Адгезивные реставрационные материалы: обзор. Aust Dent J 2004 Sep;49(3):112-21; викторина 154.
3. Lopes GC, Baratieri LN, de Andrada MA, Vieira LC. Адгезия зубов: современное состояние и перспективы на будущее. Quintessence Int 2002 Mar;33(3):213-24.
4. Magne P, Dietschi D, Holz J. Эстетические реставрации для боковых зубов: практические и клинические соображения. Int J Periodontics Restorative Dent 1996 Apr;16(2):104-19.
5. Marshall SJ, Bayne SC, Baier R, Tomsia AP, Marshall GW. A review of adhesion science. Dent Mater 2010 Feb;26(2):e11-6.
6. Baier RE. Принципы адгезии. Oper Dent 1992;Suppl. 5:1-9.
7. Full CA, Hollander WR. Реставрация композитной смолой: обзор литературы. Часть I. Правильное препарирование полости и техника установки. ASDC J Dent Child 1993 Jan-Feb;60(1):48-51.
8. Ferraris F. Адгезия, наслаивание и окончательная обработка композитных реставраций из смолы для препарирования полостей класса II. Eur J Esthet Dent 2007 Summer;2(2):210-21.
9. Wang Y, Spencer P. Interfacial chemistry of class II composite restoration: structure analysis. J Biomed Mater Res A 2005 Dec 1;75(3):580-7.
10. Araujo Fde O, Vieira LC, Monteiro Junior S. Влияние оттенка композитной смолы и расположения десневого края на микропротечки задних реставраций. Oper Dent 2006 Sep-Oct;31(5):556-61.
11. Wibowo G, Stockton L. Microleakage of Class II composite restorations. Am J Dent 2001 Jun;14(3):177-85.